中科院光电技术研究所先进光学研制中心大镜面课题组在能动磨盘加工大口径非球面研究上取得新进展:首次提出了对能动磨盘在动态变形中的面形精度进行分析研究,验证了基于主动变形的能动磨盘在动态变形中的面形正确性,推翻了长久以来认为能动磨盘的面形精度受其变形速度影响较大的观点,得到了在一定范围内提高能动磨盘变形速度并不影响加工精度的结论。该研究在提高能动磨盘加工效率和加工精度上有很大应用价值。相关结果发表于近期的Applied Optics(Vol. 55, Issue 6, pp. 1190-1197 (2016) ?doi: 10.1364/AO.55.001190)。
在大口径非球面镜加工中,能动磨盘可以通过主动变形实现加工过程中盘面与镜面实时吻合,在提高加工效率的同时抑制镜面中高频误差。能动磨盘被用于研抛镜面之前,需要对磨盘面形进行标定进而计算不同盘面要求下主动变形所需的控制力。在该研究工作开展之前,能动磨盘加工中的动态面形变化一直由静态面形近似替代,而对大镜面加工效率、镜面精度和光洁度产生决定性的影响是磨盘的动态面形精度。
课题组针对当前能动磨盘加工中对磨盘动态面形变化了解不够深入的薄弱环节,研制了能动磨盘动态面形检测系统,通过检测系统采集磨盘实时变化的面形数据,对磨盘变形中的动态面形进行还原,进而分析能动磨盘的动态面形误差及其对加工的影响。课题组还提出了优化加工过程的方案,即在大镜面加工的各个阶段,根据镜面要求的不同面形精度采用不同的能动磨盘转速进行加工,在保证精度的前提下,提高加工效率。
该工作得到了国家重大专项子课题基金和国家自然科学基金的支持。
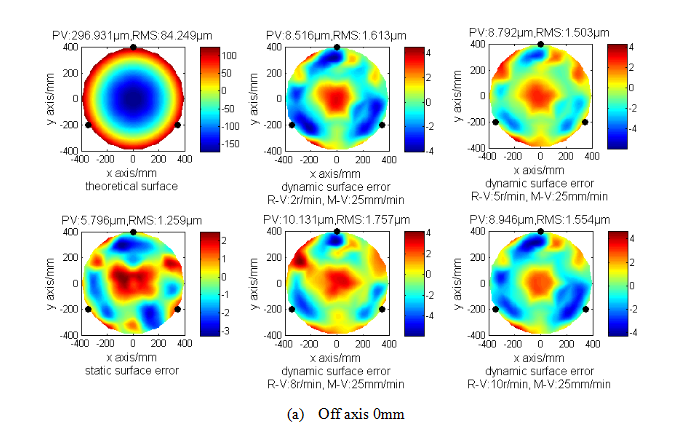
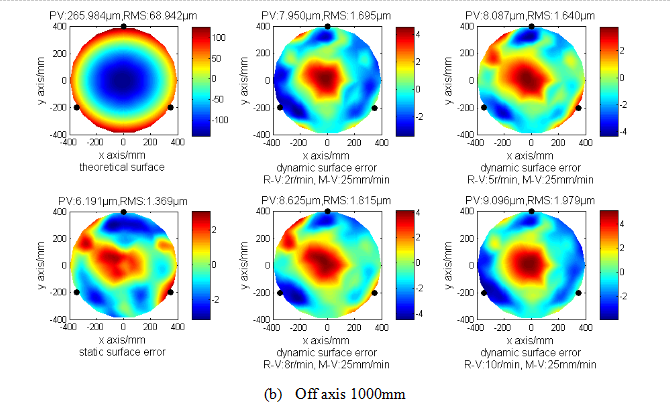
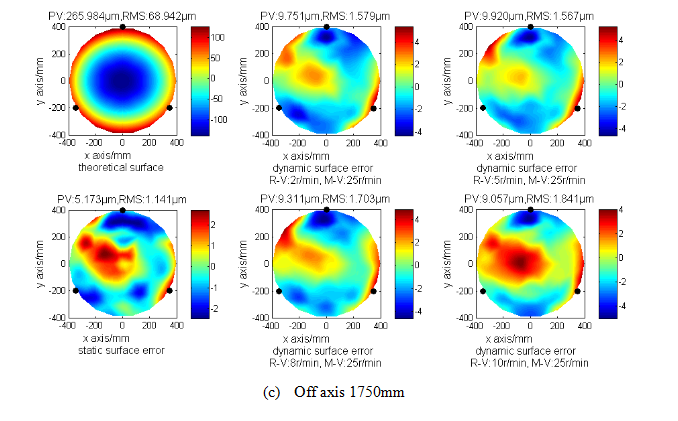
4m f/1.5主镜加工中,不同离轴位置情况下磨盘静态面形误差与多种转速下动态面形误差对比图